双丝气保焊 | |
近年来,双丝焊成为逆变电源研究的一项热点。双丝焊因具有焊接速度高、焊丝熔敷率高、焊缝质量好等优点而受到各国焊接学者的关注,因此其应用越来越广泛,对其研究也越来越多,下面让我们来了解一下。
双丝焊的发展
早在1948 年,为了提高生产效率,就有人开始研究双丝埋弧焊技术。1955年人们开始研究双丝(双弧)气体保护焊
早期的双丝气体保护焊中,两根焊丝使用同一个导电嘴,焊丝的电位相同,且共用1个或2个大功率的直流电源。熔滴过渡过程很不稳定,因为当其中一根焊丝产生短路时,所有的电流都会流经短路的焊丝,导致焊丝短路处能量瞬间剧增而爆断;焊接电流和弧长产生细微的变化就会引起焊接过程不稳定,熔滴过渡产生飞溅,焊缝成形变差。当时由于焊接电源技术比较落后,无法解决相邻电弧之间的电磁干扰问题,从而限制了该项技术的应用,双电弧共熔池焊并没有发挥出应有的潜能。
近年来,双丝(多丝)气保焊技术得到迅速发展。
德国CLOOS公司在1996 年开发了Tandem 焊接工艺。迄今为止,Tandem双丝焊技术不断发展,已经成为成熟的高效焊接方法,仅德国CLOOS公司的Tandem 系统已经有1000多用户,用于焊接碳钢、不锈钢、铝合金以及其它金属材料,得到了广泛的应用。
目前CLOOS公司的Tandem焊接工艺取得了以下技术突破:两根焊丝直径可以一样也可以不一样;两根焊丝可以是不同的材质(如碳钢和不锈钢,在复合钢板焊接中体现了很大的优势);每根焊丝可以独立调整参数,相位任意设定;可使用其中的一根焊丝进行单丝焊。
双丝焊电源平台系统的整体框架
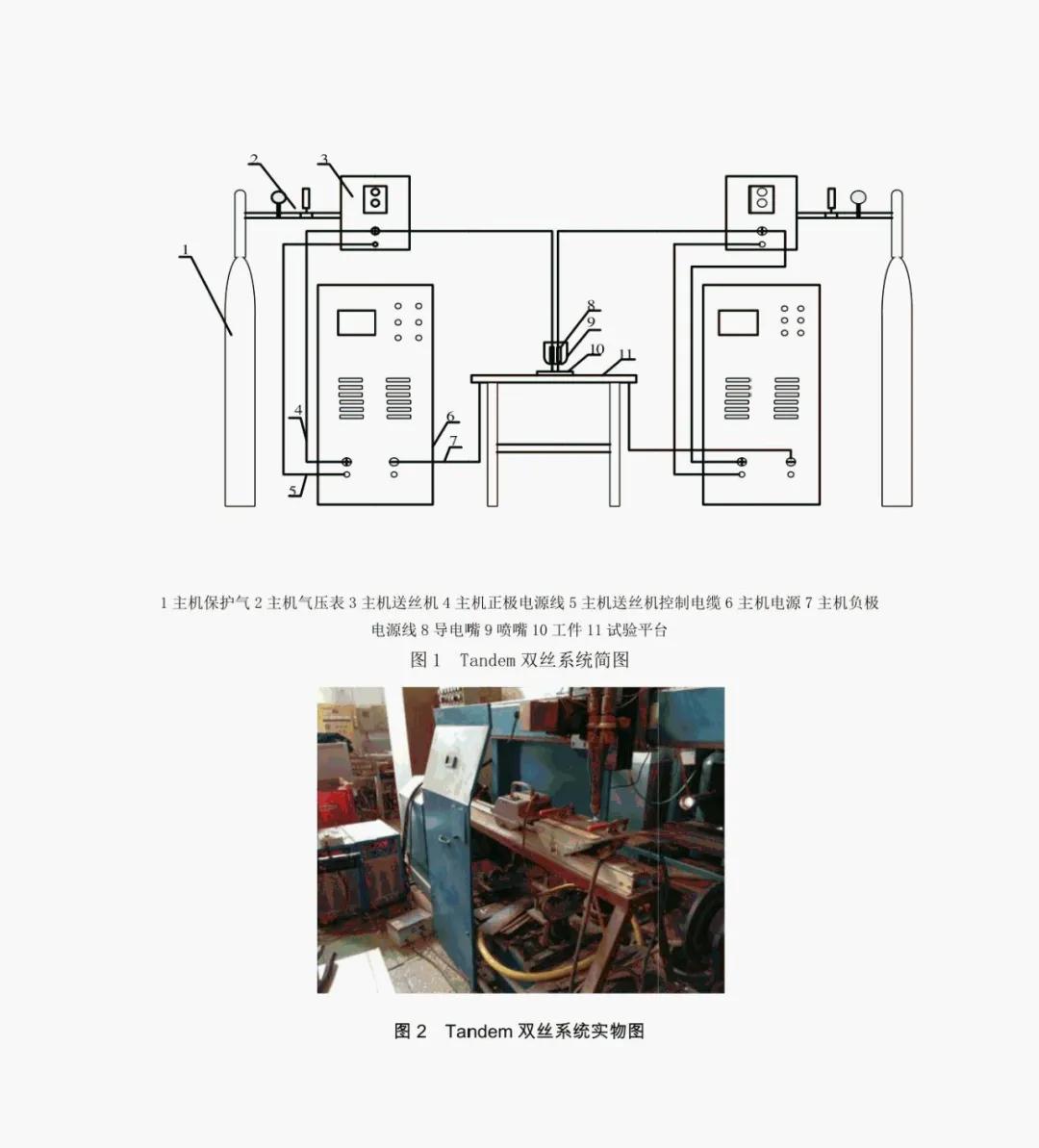
双丝焊接系统采用Tandem型,两根焊丝沿焊接方向前后排列,两根焊丝共用一把焊枪,但是导电嘴完全绝缘。每根焊丝均能进行单独控制以达到各自的工艺要求,为了实现两个电弧的单独焊接参数控制,各电弧均有自己完全独立的焊接电源。本文研究过程中使用的双丝系统包括焊接电源、双丝送丝机、双丝焊枪、保护气体装置、冷却水系统、行走机构等如图1.实物图见图2。
双丝焊优点
双丝高效化焊接既可实现高速焊接,又可实现高熔敷率焊接,也就是既可以在薄板结构,也可以在厚大结构的产品方面发挥作用。
双丝自动焊比单丝自动焊能更大幅度提高生产率。双丝自动焊的温度场及热循环更有利于改善焊接接头的强韧匹配和避免裂纹;双丝自动焊便于改变焊丝成分组合,调整焊缝成分。
双丝焊除了高效和节能外还可以较大幅度调整焊缝的熔合比和宽深比,以改变焊缝的成分和结晶状况来减少焊接高强钢和堆焊高合金层时易产生的裂纹倾向,同时也可减少焊接时的气孔和夹渣倾向。另外,气保护自动焊可降低熔池温度,随填丝量的增加,熔池温度降低越多,这点对非平焊位置熔池的保持和单面焊一次成形、全位置焊接和打底焊十分有利,同时也可改善焊缝和热影响区的组织和性能。
双丝焊的应用
双丝焊可应用的方面很多,如:各种钢结构厚板对接、角接和棱角接,用各种双丝焊提高生产率和改善强韧匹配;各种钢结构对称平行焊缝,用双头单弧或双头双弧提高生产率和克服焊接变形;各种输气输水管道、储存容器、钢桥或钢管桥现场,用全位置药芯焊丝高速焊接;各种工程机械、起重机械、矿山机械、冶金机械及轧辊的磨损,用高速掺合金堆焊;各种海陆空运载机械的高强钢、铝合金及特殊合金钢的高效优质焊接等。 | |
 | |